
The welding process, the joining of metal parts by melting the pieces and filling the joint with molten metal, creates a toxic plume of metals, smoke and gasses. Fortunately, this risk to health can be controlled with good work practices, good equipment, improved ventilation, and appropriate respirators where required. The methods that will control the biggest hazard, the metal fumes, will also control all airborne hazards.
The following is a summary of the readily available controls for “welding fumes”; however, it should be kept in mind that changes to the welding process may result in changes to the weld, and therefore, any changes have to be approached cautiously. Engineers and Occupational Hygienists must work together to make sure safety is maintained.
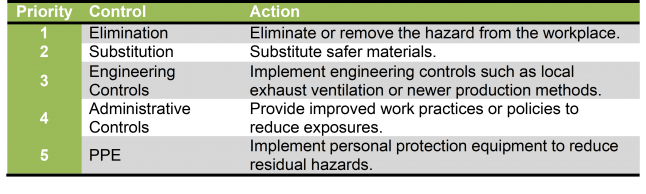
There is a hierarchy of controls that should be kept in mind when trying to make the job safer. The best control method is to not use hazardous materials. If there is no hazard, there is no risk to workers. The least desired control method is personal protective equipment (PPE) such as respirators. PPE is the last line of defense - if it fails, there is no backup control. PPE is used as an interim control or to address residual risk after engineering controls have been implemented. The figure below shows the control measures in order of priority.
Let us look at each of these control groups.
Priority 1: Eliminate the hazard
The first control measure is ideally the elimination of the hazard. In the case of welding, this would be a review of the current welding processes, consumables, gasses, welding procedure, and equipment technology to determine if it’s feasible and practical to replace them with safer materials or processes, so as to generate less welding fume. As mentioned, it should be kept in mind that any change to the welding methods could alter the product quality.
This can be difficult in many cases. Metals have to be joined, and welding is often the best method, so, therefore - there will always be welding and there will always be some risk associated with welding. Although welding (or other hot work) will always be around, selection of consumables such as eliminating cadmium from silver solder for some tasks can reduce risk.
Priority 2: Substituting safer materials and processes
Optimize welding rod/wire.
- Most fume comes from the welding rod or wire being used, and not the material being welded, so, can a different consumable be used with lower amounts of the material which present the greatest risk? Read Safety Data Sheets to determine the potential hazards of the materials being used.
- Ensure that the wire diameter is as small as possible without adversely affecting the weld.
- If the wire feed rate is more or less than the optimum rate for the voltage, fume emission rates will increase. Where possible, use optimum wire feed for voltage.
Select the welding process that will produce the least fume for the specific tasks.
Welding fume production varies with different welding methods. Where possible, welding methods with the lowest emission rates should be used. Examples are:
- SMAW (Shielded Metal Arc Welding) produces more fume per unit of weld metal than FCAW (Flux-Core Arc Welding) or GMAW (Gas Metal Arc Welding)
- FCAW produces more fume per unit of weld metal than GMAW
- GMAW produces less fume per unit of weld than either FCAW or SMAW
However, due to the increased efficiency of the wire-fed processes:
- FCAW produces more fume per unit time than SMAW
- GMAW may equal the fume per unit time from SMAW
The production rate of fume depends on the voltage being used. Fume generation generally increases from 16 to 21.5 V, but is about the same for 21.5 and 23.5 V. If the voltage can be reduced, fume production will be reduced.
Research under laboratory conditions has shown a reduction in welding fume generation from pulsed arc transfer during gas metal arc welding. The results of this research show similar reductions in worker exposures in a production environment. Thus, replacing conventional constant voltage gas metal arc welding with pulsed arc techniques can lead to a reduction in welding fume emissions.
Priority 3: Implement Engineering controls
Good ventilation is a widely used method of controlling worker exposure to toxic workplace materials. There are two main types of ventilation - general, or dilution ventilation, and local exhaust ventilation.
1. General ventilation – Air is brought into the workplace to dilute contaminants and carry them out of the building. This has been used successfully for fire and explosive conditions, odours, nuisances, and some less toxic vapours, gasses, and aerosols. A sufficient amount of clean air is brought into the building to carry the contaminant away from workers and dilute it to safe levels. This method is not recommended for processes such as welding fume where the contaminants are very toxic. The amount of air required to dilute materials with an exposure limit below 100 ppm is high and becomes expensive when it must be heated or cooled for comfort.
General ventilation should be used to complement the local exhaust systems described below. A well-designed general ventilation system can scavenge fugitive emissions that may escape local ventilation systems. General ventilation may be acceptable alone where the parts being welded and the electrodes being used are low toxicity, welding is infrequent, and an appropriate respirator is used.
2. Local ventilation – With local ventilation, contaminants are controlled as close to the source as possible, the closer the better. With this method, only the area where the contaminants are generated must be ventilated, not the entire workplace. The contaminated air is then exhausted outside the building and not recirculated unless the air is low-hazard, has low quantities of particulates, and contains low quantities of gasses.
Some of the better ventilation methods used in welding are:
- Enclosed hoods – These are large hoods capable of holding the pieces to be welded. Air is drawn into the hood, past the welder, over the pieces being welded, and then exhausted outside. This method controls the fumes and moves them away from the welder.
- High vacuum/Low volume – These systems are often built into the gun (fume extraction gun) so that it is always near the source of the fumes and does not have to be repositioned. It uses a small amount of exhaust air reducing the amount of tempered air that must be provided as make-up air. The exhaust stream, being small, will contain more concentrated contaminants which are easier to clean and would require smaller filter systems. This system is often preferred by welders where they are working on large surfaces. The extraction system goes with the welder and does not have to be repositioned.
- Low vacuum/High volume – These are frequently found as a flexible duct system that can be positioned near the source of the irritants. This is an advantage but can also be a problem. The welder will have to stop to reposition the hood to ensure that it is always positioned correctly. Depending on the design of the system, the hood opening must be within 30 cm of the work to be effective. Some newer designs are reported to capture the plume at much greater distances. The air volume required for this system is relatively low, reducing the cost of replacement air and exhaust air cleaning.
- Other hoods – Well designed and used hoods such as slot hoods, downdraft tables, and canopy hoods can also be used for specific purposes. Frequently, they are designed for one task and then repurposed for other larger tasks, or for general purpose welding where parts do not fit. Under these conditions, the effectiveness of these hoods can be degraded.
3. Confounding factors – There are several factors that can affect how well any ventilation system will work. Care must be taken when designing any welding area to make sure that all components work together.
- What is the configuration and what are the dimensions of the area where the welding is to be performed? Examples include a vertical tower, horizontal drum, ship double-bottoms, or a storage tank. Each of these may require special ventilation systems.
- Does the configuration of the work space enhance or impede fume dispersion? Low ceilings or no make-up air could result in excessive exposures.
- Are there other impediments to dispersion? Are there walls or equipment that could block airflow.
- What is the welder’s body position? Examples include standing, sitting, kneeling, prone, and all positions (as in circumferential pipe welding on a horizontal pipe). Will the welder’s movements place them downwind of the work and in the plume?
- Does the make-up air system cause cross drafts that interfere with exhaust system?
- Can welding curtains be placed to block cross drafts?
Priority 4: Implement Administrative Controls
Use safe welding practices.
- Design the project so that the welders head is out of the fumes.
- Design the project so that fumes and gases move away from the welder’s breathing zone.
- All welders should be trained in the use of fume extraction equipment. This should include how to position the extractor for hoods, how to check the equipment for draw, and checking the vacuum hose for signs of melting (draw fails).
Have good maintenance/housekeeping programs.
- Have a good housekeeping program. Settled dust can be re-entrained by ventilation systems, forklift traffic, and material handling. Compressed air should never be used to clean up a worksite.
- A good maintenance program is necessary to keep welding and ventilation systems working properly.
Priority 5: Use Personal Protective Equipment (PPE)
Personal protection equipment (respirators in this case) are the last choice in the hierarchy of worker protection. If the respirator fails, there are no other steps that can be taken. Therefore, only after Priorities 1 – 4 have been taken and documented is PPE to be explored.
The first step in selecting a respirator is to estimate worker risk. This involves collecting air samples to determine what level of respiratory protection is needed, if any. Based on worst-case exposure levels, a respirator can be selected. Your occupational hygienist can help in this step.
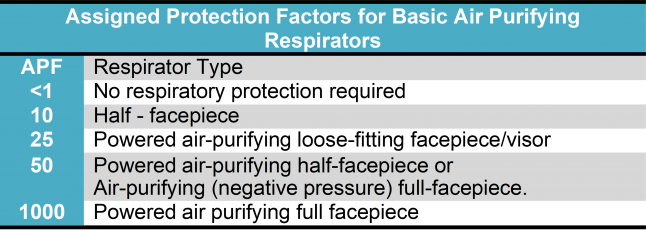
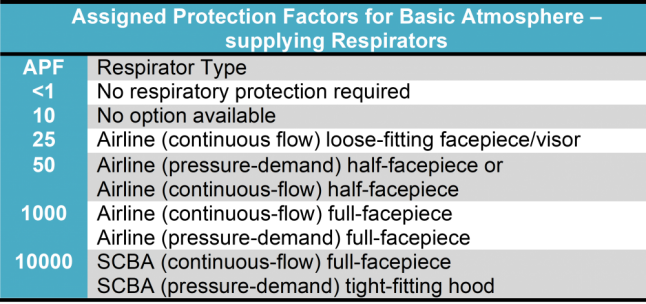
Respiratory protection comes in different styles and protection levels.
- Air-purifying respirators have a filter to take out the particulate, gasses, and vapours. The concern with them is that when the welder inhales, the inside of the respirator has a negative pressure and particles can leak into the respirator if it doesn’t fit properly.
- The different styles have different assigned protection factors (APFs), as shown in the examples below. The APF’s can be used to judge how effective a respirator is and how much exposure you can tolerate while wearing them.
Before any worker starts wearing a respirator they must be medically fit to wear a respirator, fit-tested to ensure that the respirator fits them correctly, and there must be a training program for how to use the respirators as well as properly caring for and maintaining them.
Although welding has the potential to expose workers to excessive levels of toxic materials, it can be prevented. Project planning with safety at the forefront using tested methods and off-the-shelf equipment can protect welders. Welding does not have to be a high-risk job.
Interested in learning more about the authors?
John Elias, MPH, CIH, ROH, CRSP, FAIHA Elias Occupational Hygiene Consulting Inc.
Over a 50+ year period, John has served as Head of Occupational Hygiene for the Province of Manitoba, as a corporate hygienist for a large hospital, and as an occupational hygiene consultant. During that time, he has helped management and workers achieve healthier workplaces. Welding safety and health was an issue in many of the industries. Over the last 50+ years, welding health and safety has been made more complex by not only changing health standards but also changing equipment, making welding an interesting and constantly changing challenge.
Alison Reineke, BSc, CIH, ROH, CRSP Elias Occupational Hygiene Consulting Inc.
Alison is a Certified Industrial Hygienist (CIH), a Registered Occupational Hygienist (ROH), and a Canadian Registered Safety Professional (CRSP). She has conducted field investigations and inspections of various industries in order to evaluate and control exposure to harmful chemical agents such as welding fume, metals, solvents, asbestos, and noise. She currently teaches the OHS Hygiene Course in the Occupational Health & Safety Certificate Program at Red River College.
Christian McCormick CRSP, ROHT Corporate Health Works, Inc.
Christian is an occupational hygienist working for Corporate Health Works Inc. He is currently working for numerous Manitoba-based companies assisting in evaluating and controlling exposure to welding fumes. He remains current with new developments and technologies that assist in improving air quality, contributing to a safer and healthier workplace.








